





熱烈祝賀60tLF鋼包精煉爐升級改造方案研討會順利召開
60tLF鋼包精煉爐升級改造方案研討會于2021年3月30日下午15:30分在公司會議室順利召開。該項目為河南濟源鋼鐵(集團)有限公司第二煉鋼廠60tLF鋼包精煉爐升級改造工程,工期緊,任務重。在本次會議上,公司楊總工程師就項目升級改造范圍、布置方案、技術難點做了詳細介紹,對工期進度做了整體規劃。項目組的工程師們對初步設計方案進行了討論,提出了許多合理化建議。
此次會議的順利召開,為項目的順利實施奠定了基礎,標志著該項目的設計工作已 展開。
-熱烈祝賀60tLF鋼包精煉爐升級改造方案研討會順利召開(圖1)")
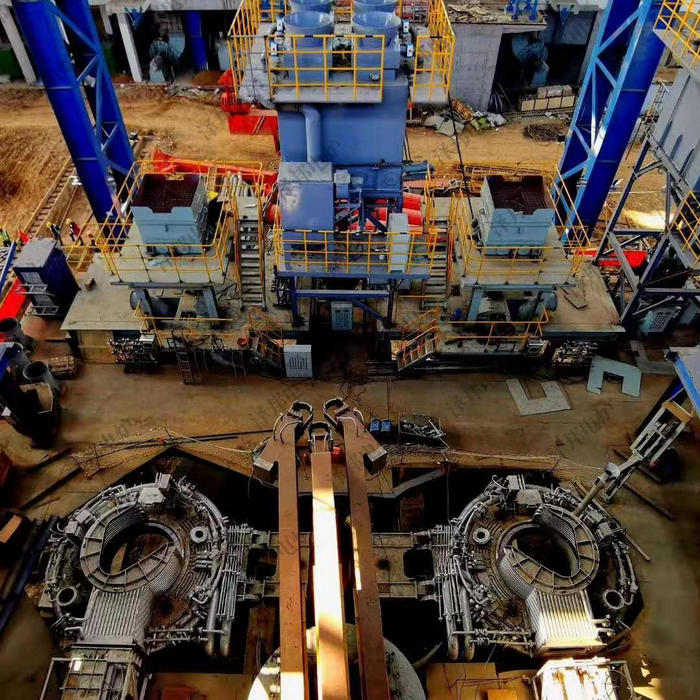
60tLF鋼包精煉爐總體效果圖
附:項目概況
河南濟源鋼鐵(集團)有限公司第二煉鋼廠3#60tLF鋼包爐始建于2005年,液壓系統故障率高,電極調節器比較落后,弧流不穩定,工作點調整不準確,造成升溫速度慢,電極消耗較大,耐火材料損蝕不均。隨著生產節奏不斷加快,3#60tLF鋼包精煉爐電極調節器已不能滿足生產要要,需要升級改造。
升級改造范圍:
1. 需要增加以下電氣設備:
1)12500kVA鋼包精煉爐變壓器 1臺(替換原有8000kVA變壓器)
2)電極調節器柜 1臺
3)主操作臺 1臺
4)弧壓檢測箱 1臺
5)弧流檢測系統(含羅氏線圈及積分器3套) 1臺
6)HMI監控計算機 1臺
7)電極調節器軟件 1套
2. 需要更換以下液壓設備:
1)電極升降比例閥 1套(共4只,3用1備)
2)電極升降液控單相閥 1套(共3只,每相電極1只)
3)液壓循環泵 1套
3. 需要更換以下機械設備:
1)短網 1套;
2)導電橫臂 1套;
3)在線喂絲機 1臺;
4. 施工、調試及技術培訓:
1)液壓系統調試;
2)弧流、弧壓采集箱安裝及信號電纜敷設;
3)電極升降比例閥、液控單相閥安裝及調試;
4)電極調節器調試;
5)技術培訓(調節器控制原理,程序調試;LF電氣自動化、液壓系統維修)
升級改造后LF參數表
序號 | 名稱 | 數值 | 備注 |
1 | 額定容量 | 60t | |
平均鋼水量 | 60t | ||
2 | 鋼包 | ||
自由空間高度 | 593mm | 50t鋼水 | |
熔池直徑 | 2311mm | ||
3 | 電極升降裝置 | ||
電極直徑 | Φ350 mm | UHP | |
電極分布園 | Φ590 mm | ||
電極.大行程 | 2200 mm | ||
電極升降速度 | |||
自動 | 4.8/3.6 m/min | 上升/下降 | |
手動 | 6.0/4.8 m/min | 上升/下降 | |
緊急提升響應時間 | 100 ms | ||
4 | 變壓器 | ||
額定容量 | 12500kVA | ||
一次電壓 | 35kV | ||
二次電壓 | 270~250~170V | 9級有載電動調壓 | |
二次電流 | 28868A | ||
5 | 短網 | ||
阻抗..值 | 0.40+j2.1mΩ | ||
三相阻抗不平衡 | <4% | ||
鋼液升溫速度 | ≥5℃/min | ||
6 | 爐蓋與爐蓋提升機構 | ||
提升高度 | 350 mm | ||
提升方式 | 液壓 | ||
爐蓋 | 管式水冷爐蓋 | ||
7 | 鋼包車 | ||
承載能力 | 100t | ||
行走速度 | 2-20m/min | ||
停車精度 | ±10 mm | ||
驅動方式 | 機械式,電機-減速器 | ||
調速方式 | VVVF | ||
8 | 氬氣系統 | ||
氣源壓力 | 0.7-2.0 MPa | ||
工作壓力 | 0.8 MPa | ||
氬氣耗量 | 20-320NL/min; | ||
9 | 動力氣體系統 | ||
壓縮空氣 | |||
壓力 | 4~5 bar | ||
耗量 | 10 Nm3/h | ||
儀表氣體(氮氣) | |||
壓力 | 4~6 bar | ||
耗量 | 10 Nm3/h | ||
10 | 設備冷卻水系統 | 總耗量180 m3/h | |
11 | 液壓系統 | ||
恒壓變量泵 | 2臺 | 一用一備 | |
電極控制電—液比例閥 | 4臺 | ||
系統壓力 | 10~12MPa | ||
工作介質 | 水-乙二醇 | ||